


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1925阅读 2021-03-23 07:54:31
- hth358华体会 1956阅读 2021-03-23 07:53:23
- PCB布线和工作流程2036阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1944阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1944阅读 2021-03-23 07:50:04

湘潭铣床加工服务,团队经验丰富
2023-12-01 10:16:01 655次浏览

价 格:面议
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。铣头装在横梁和立柱上,可沿其导轨移动。通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动,用于大件加工。
(5)平面铣床:用于铣削平面和成形面的铣床。
(6)仿形铣床:对工件进行仿形加工的铣床。一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂铣床亦可称为炮塔铣床,摇臂铣,铣,机床的炮塔铣床是一种轻型通用金属切削机床,具有立、卧铣两种功能,可铣削中、小零件的平面、斜面、沟槽和花键等。
规则
1.装卸工件,必须移开刀具,切削中头、手不得接近铣削面。
2.使用旭正铣床对刀时,必须慢进或手摇进,不许快进,走刀时,不准停车。
3.快速进退刀时注意旭正铣床手柄是否会打人。
4.进刀不许过快,不准突然变速,旭正铣床限位挡块应调好。
5.上下及测量工件、调整刀具、紧固变速,均必须停止旭正铣床。
6.拆装立铣刀,工作台面应垫木板,拆平铣刀扳螺母,用力不得过猛。
7.严禁手摸或用棉纱擦转动部位及刀具,禁止用手去托刀盘。
8.一般情况下,一个夹头一次只能夹一个工件。因为一个夹头一次夹一个以上的工件,即使夹得再紧,粗进刀时受力很大,两个工件这之间很容易滑动,导致工件飞出,刀碎、伤人事故。
牛头刨床因滑枕和刀架形似牛头而得名,刨刀装在滑枕的刀架上作纵向往复运动,多用于切削各种平面和沟槽。龙门刨床因有一个由顶梁和立柱组成的龙门式框架结构而得名,工作台带着工件通过龙门框架作直线往复运动,多用于加工大平面(尤其是长而窄的平面),也用来加工沟槽或同时加工数个中小零件的平面。大型龙门刨床往往附有铣头和磨头等部件,这样就可以使工件在一次安装后完成刨、铣及磨平面等工作。单臂刨床具有单立柱和悬臂,工作台沿床身导轨作纵向往复运动,多用于加工宽度较大而又不需要在整个宽度上加工的工件。
由刀具或工件作往复直线的运动,由工件和刀具作垂直于主运动的间歇进给运动。常用的刨床有:牛头刨床、龙门刨床和单臂刨床。
二、润滑
1、各油孔清洁畅通并加注润滑油;
2、各导轨面和滑动面及各丝杆加注润滑油;
3、检查传动机构油箱体、油面、并加油至标高位置。
三、扭紧
1、检查并紧固压板及镶条螺丝;
2、检查并扭紧滑块固定螺丝、走刀传动机构、手轮、工作台支架螺丝、叉顶丝;
3、检查扭紧其它部份松动螺丝。
四、调整
1、检查和调整皮带、压板及镶条松紧适宜;
2、检查和调整滑块及丝杆合令。
五、防腐
1、除去各部锈蚀,保护喷漆面,勿碰撞;
2、停用、备用设备导轨面、滑动丝杆手轮及其它暴露在外易生锈的部位涂油防腐。
-
 厂家,提供良的品质 面议钣金加工厂如何快速提高钣金加工质量?质量是企业的生命,质量是企业的利益。钣金加工行业也不例外。只有高质量的钣金零件才是客户的追求。我们要做的就是从客户的角度考虑客户的想法,如何提高钣金加工质量。这是今天钣金加工厂要和大家分享的话题。钣金加工
厂家,提供良的品质 面议钣金加工厂如何快速提高钣金加工质量?质量是企业的生命,质量是企业的利益。钣金加工行业也不例外。只有高质量的钣金零件才是客户的追求。我们要做的就是从客户的角度考虑客户的想法,如何提高钣金加工质量。这是今天钣金加工厂要和大家分享的话题。钣金加工 -
 常用的加工器材有:数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工工具。精密机械加工上用的刀具,却是非常讲究,毕竟低档的不但使
常用的加工器材有:数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工工具。精密机械加工上用的刀具,却是非常讲究,毕竟低档的不但使 -
 能加工一次装夹定位后,需进行多道工序加工的零件;加工精度高、加工质量稳定可靠,数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;生产自动化程度高,可以减轻操作者的劳动强度。有利
能加工一次装夹定位后,需进行多道工序加工的零件;加工精度高、加工质量稳定可靠,数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;生产自动化程度高,可以减轻操作者的劳动强度。有利 -
 快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果,
快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果, -
 根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,
根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术, -
 钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗
钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗 -
 ,我们竭诚为您服务 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
,我们竭诚为您服务 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手
CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手 -
 5.加工板材信息——必须确定客户所加工板材的材质、厚度,以确定模具所选用的材质和间隙;6.模具定位方向——要根据客户的加工要求来确定模具(特别是异形模具)定位销(槽)的方向。另外,除正方形刃口模具外,其余模具的导套或下模必须考虑两道键槽;7
5.加工板材信息——必须确定客户所加工板材的材质、厚度,以确定模具所选用的材质和间隙;6.模具定位方向——要根据客户的加工要求来确定模具(特别是异形模具)定位销(槽)的方向。另外,除正方形刃口模具外,其余模具的导套或下模必须考虑两道键槽;7 -
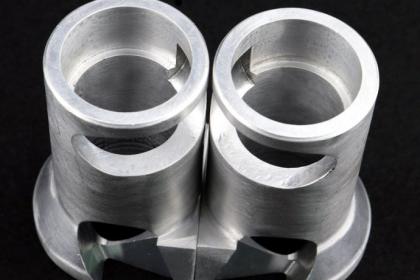
 株洲机加工,深受客户好评 面议精密超精密机械加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精
株洲机加工,深受客户好评 面议精密超精密机械加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精 -
 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀
铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀 -
 对于大批量的物品,可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为批量中准备好多工夹具、程序等可以存储起来重复使用。从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势
对于大批量的物品,可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为批量中准备好多工夹具、程序等可以存储起来重复使用。从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势 -
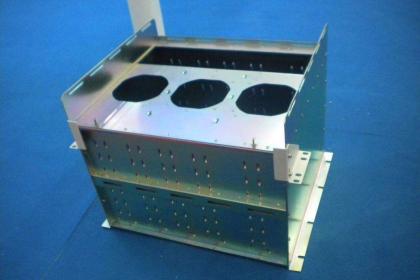
 由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。(1)相对于锻、铸件的生产加工
由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。(1)相对于锻、铸件的生产加工 -
 激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束 -
 由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是 -
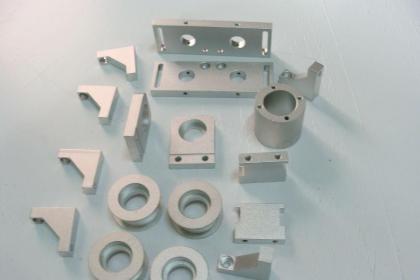 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、 -
 机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任
机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任 -
 对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工 -
 机加工车间可采用CAD/CAM(计算机辅助设计计算机辅助制造)系统对数控机床自动编程。零件的几何形状从CAD系统自动转换到CAM系统,机械工人在虚拟的显 示屏上选择各种加工方法。当机械工人选定某种加工方法后,CAD/CAM系统可以自动输出C
机加工车间可采用CAD/CAM(计算机辅助设计计算机辅助制造)系统对数控机床自动编程。零件的几何形状从CAD系统自动转换到CAM系统,机械工人在虚拟的显 示屏上选择各种加工方法。当机械工人选定某种加工方法后,CAD/CAM系统可以自动输出C -
 数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数
被浏览过 1428065 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

