


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2055阅读 2021-03-23 07:54:31
- hth358华体会 2085阅读 2021-03-23 07:53:23
- PCB布线和工作流程2152阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2049阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2069阅读 2021-03-23 07:50:04

服务,您的满意是我们的追求
2024-01-29 04:22:01 759次浏览

价 格:面议
众所周知,机柜的外壳是用金属板材制成的。每个零件都是用不锈钢轧制的,不同环境下不同气氛的影响会给机箱的机柜带来不同的影响。
检查钣金机箱时需要注意的事项:
1.上下边框对角线差的值小于1.5mm。
2.与底座之间的平行度小于1mm。检测点是基座的上表面和顶架的下表面,它们是彼此的参照点。它也可以通过测量六面对角线的长度来检测,这种差不能超过2.5mm。如果有中间隔板,则顶部框架与底座之间的平行度可放宽为1.5mm,中间隔板与顶部框架或底座之间的平行度小于1mm。
3.柱不变形,各柱与上、下框架两端及框架相邻平面的平行度小于0.5mm。
关于弯曲你必要知道什么
用冲头和安置在折叠器上的阵列弯曲金属板黑白常天然和正常的。原则上看,这种操作彷佛并不庞大和困难。然而,金属板的弯曲并不像看起来那么简略。许多操作员在弯曲进程中发明了无法表明的问题。比方,这样的问题没有得到所需的表面,表面高出了所需的尺寸公差,零件上的标志或弯曲进程中的破坏。
用冲头和安置在折叠器上的阵列弯曲金属板黑白常天然和正常的。原则上看,这种操作彷佛并不庞大和困难。然而,金属板的弯曲并不像看起来那么简略。
钣金加工中激光切割不同板材的注意事项
一、不锈钢切割
激光切割不锈钢金属加工板材一样平常接纳氮气,警备氧化,无毛刺边缘,险些不用后处理惩罚便可直接焊接,根据不锈钢质料特性可以加速液体的流动性,使切割效率更高更快。而接纳氧气举行切割的结果大概要比氮气差,造成端面发黑、不平滑等征象。
二、碳钢切割
钣金加工里面的激光切割碳钢时一样平常接纳氧气会得到较好的结果。利用氧气应声热大幅面提高切割效率的同时,孕育产生的氧化膜还会提高反射质料的光束光谱汲取因数。接纳氧气加工时,有一个问题是边缘大概会产生轻微氧化,要是要求较严格的用户可以接纳氮气举行高压切割,虽然也可以议决给工件外貌涂油以到达更好的切割结果。
(9)剪料:指材料经过剪板机得到矩形工件的工艺过程。
(10)下料:指工件经过LASER切割或数控冲床冲裁的工艺过程。
(11)落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。
(12)冲孔:指工件由普通冲床和模具加工孔的工艺过程。
(13)冲凸包:指在冲床或油压机用模具使工件形成凸起形状的工艺过程。
(14)冲撕裂:也叫“冲桥”,指在冲床或油压机用模具使工件形成像桥一样形状的工艺过程。
(15)抽孔:也叫“翻边”,指在普通冲床或其他设备上使用模具对工件形成圆孔边翻起的工艺。过程。
(16)攻牙:指在工件上加工出内螺纹的工艺过程。
(17)校平:指工件加工前、后不平整,使用其他的设备对工件进行平整的过程。
(18)回牙:指对预先攻有牙的工件进行第二次螺牙的修复的过程。
(19)钻孔:指在钻床或铣床上使用钻头对工件进行打孔的工艺过程。
(20)倒角:指使用模具、锉刀、打磨机等对工件的尖角进行加工的工艺过程。
-
 精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要
精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要 -
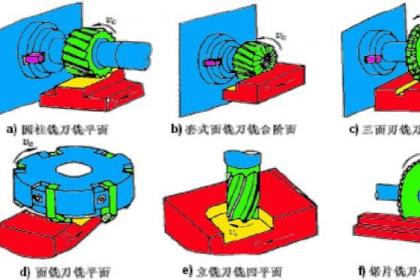
 铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能
铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能 -
 数控编程数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套
数控编程数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套 -
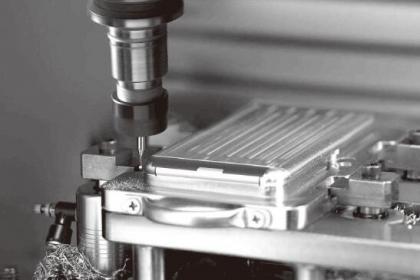 精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。在生产过程中,凡是
精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。在生产过程中,凡是 -
 车间要生产新零件时,首先要制订该零件的机械加工工艺规程,再根据工艺规程进行生产准备。如:新零件加工工艺中的关键工序的分析研究;准备所需的刀、夹、量具(外购或自行制造);原材料及毛坯的采购或制造;新设备的购置或旧设备改装等,均必须根据工艺来进
车间要生产新零件时,首先要制订该零件的机械加工工艺规程,再根据工艺规程进行生产准备。如:新零件加工工艺中的关键工序的分析研究;准备所需的刀、夹、量具(外购或自行制造);原材料及毛坯的采购或制造;新设备的购置或旧设备改装等,均必须根据工艺来进 -
 铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能
铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能 -
 4.工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。其垂直方向的运动由铣头在立柱上升降来完成。5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和
4.工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。其垂直方向的运动由铣头在立柱上升降来完成。5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和 -
 标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧
标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧 -
 追求卓越,争创, 面议为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统
追求卓越,争创, 面议为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统 -
 精密零部件加工是以精密零件为加工对象。利用系统化、集成化理论和技术,根据加工工件结构及要求实现供料、加工、检测、搬运等的有机组合和优化,在的加工条件下完成零部件的生产。其目的就是实现“小机床加工小零件”的理念,是有别于普通零部件的制造方法与
精密零部件加工是以精密零件为加工对象。利用系统化、集成化理论和技术,根据加工工件结构及要求实现供料、加工、检测、搬运等的有机组合和优化,在的加工条件下完成零部件的生产。其目的就是实现“小机床加工小零件”的理念,是有别于普通零部件的制造方法与 -
 公司,诚信经营,信守承诺 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密
公司,诚信经营,信守承诺 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密 -
 在安排加工次第前,还必须知道是否需要进行精密机加工的预加工。如果工件毛坯精度高,定位也可靠,或者加工余量充分,就没有必要预加工,直接按照加工次第安排。所以,要弄清毛坯件的基准精度。如果要预加工,一般由机床结束。加工主要是加工我们需要的零件,
在安排加工次第前,还必须知道是否需要进行精密机加工的预加工。如果工件毛坯精度高,定位也可靠,或者加工余量充分,就没有必要预加工,直接按照加工次第安排。所以,要弄清毛坯件的基准精度。如果要预加工,一般由机床结束。加工主要是加工我们需要的零件, -
 CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手
CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手 -
 工序集中数控机床一般带有可以自动换刀的刀架、刀库,换刀过程由程序控制自动进行,因此,工序比较集中。工序集中带来巨大的经济效益:⑴减少机床占地面积,节约厂房。⑵减少或没有中间环节(如半成品的中间检测、暂存搬运等),既省时间又省人力。自动化数控
工序集中数控机床一般带有可以自动换刀的刀架、刀库,换刀过程由程序控制自动进行,因此,工序比较集中。工序集中带来巨大的经济效益:⑴减少机床占地面积,节约厂房。⑵减少或没有中间环节(如半成品的中间检测、暂存搬运等),既省时间又省人力。自动化数控 -
 先加工基准面 零件在加工进程中,作为定位基准的外表应首要加工出来,以便尽快为后续工序的加工供给精基准。称为“基准先行”。区分加工阶段 加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。首要是为了确保加工质量;
先加工基准面 零件在加工进程中,作为定位基准的外表应首要加工出来,以便尽快为后续工序的加工供给精基准。称为“基准先行”。区分加工阶段 加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。首要是为了确保加工质量; -
 ,质量上乘,款式新颖 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密
,质量上乘,款式新颖 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密 -
 数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹
数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹 -
 数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数 -
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确
被浏览过 1587577 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第10年

