


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2003阅读 2021-03-23 07:54:31
- hth358华体会 2040阅读 2021-03-23 07:53:23
- PCB布线和工作流程2099阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1999阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2009阅读 2021-03-23 07:50:04

长沙专业钣金加工,真诚合作、与时俱进
2024-01-21 08:14:01 708次浏览

价 格:面议
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢?
1、光束质量好,具有非常好的单色性、方向性和稳定性;
2、成本低;
3、转化效率高;
4、输出波长多,调谐防备
5、温度稳定性好;
6、结构简单、体积占地小;
7、由于光纤激光器内谐振腔内无光学镜片,谐振腔的腔镜可以直接制作在光纤截面上,或采用光纤藕合器方式构成谐振腔。具有免调节、免维护、高稳定性的优点,这是传统激光器无法比的;
8、兼容性好;
9、能胜任任何恶劣的工作环境,即对灰尘、振荡、冲击、湿度和温度具有很高的容忍度;
钣金加工越来越受到许多用户的喜欢,对于每个加工出来的产品都必须有一个加工过程,也就是加工工艺流程,当然钣金加工也不例外,那么钣金加工的具体加工步骤是什么,又是怎样加工的呢,下面我们就来说一说钣金加工的加工步骤。
1、设计部门根据要求设计出钣金加工的零配件图片,并且以3D的形式一一展开表现出来,方便加工部门加工,并充分展现出钣金件 的具体结构。
2、对所下发的零配件图片进么下料加工,下料的方式有很好,具体可分为:剪床下料、冲床下料、CNC数控下料等;
关于弯曲你必要知道什么
用冲头和安置在折叠器上的阵列弯曲金属板黑白常天然和正常的。原则上看,这种操作彷佛并不庞大和困难。然而,金属板的弯曲并不像看起来那么简略。许多操作员在弯曲进程中发明了无法表明的问题。比方,这样的问题没有得到所需的表面,表面高出了所需的尺寸公差,零件上的标志或弯曲进程中的破坏。
用冲头和安置在折叠器上的阵列弯曲金属板黑白常天然和正常的。原则上看,这种操作彷佛并不庞大和困难。然而,金属板的弯曲并不像看起来那么简略。
对付初次接触钣金加工的人来说,绝大多数的人殽杂钣金加工与冲压加工的观点,虽然这两者都有着许多雷同之处,但还是有着肯定的区别的。
这是因为,乍一看,这两个词的含义看起来大概是一样的。相反, 从实现冲压和冲压所需的配置开始, 金属板冲压和冲压实际上是差别的。
个是利用自动数控机床实现的金属成型工艺 ,利用冲床和模具实现任何范例的孔。冲头穿过金属板,而位于金属件另一侧的模具用作支持件并资助冲头施加更大的力以确保金属不破碎。
否则,冲压是为得到特定形状而实行的一组操作,它包罗我们的 钣金冲压。实际上,冲压是其他金属工艺的结果,比方冲压,冲裁,金属板深冲和弯曲。这是结束进程,有助于为整个部件提供特定形状的金属件。
-
 钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗
钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗 -
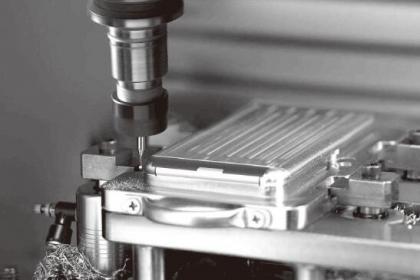
 数控加工是指,由控制系统发出指令使刀具作符合要求的各种运动,以数字和字母形式表示工件的形状和尺寸等技术要求和加工工艺要求进行的加工。 它泛指在数控机床上进行零件加工的工艺过程。⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加
数控加工是指,由控制系统发出指令使刀具作符合要求的各种运动,以数字和字母形式表示工件的形状和尺寸等技术要求和加工工艺要求进行的加工。 它泛指在数控机床上进行零件加工的工艺过程。⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加 -
 外购件费:公司从供应商处直接购买的产品和零部件,如机加工件,标准件,非金属件,标签等所产生的采购费用。在计算时要注意加上5%-15%的代理费用。 表处费:由公司或者委托外协厂对产品或零件部件进行喷粉,喷漆,电镀,氧化等表面处理所产生的费用
外购件费:公司从供应商处直接购买的产品和零部件,如机加工件,标准件,非金属件,标签等所产生的采购费用。在计算时要注意加上5%-15%的代理费用。 表处费:由公司或者委托外协厂对产品或零件部件进行喷粉,喷漆,电镀,氧化等表面处理所产生的费用 -
 快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果,
快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果, -
 公司,优质的产品和价格 面议钣金加工费:在实现产品过程中每到工序所产生的生产费用,如数控加工费,激光加工费,剪床费用,刻字费用,钳工费用,贴膜费用,校平费用,冲压费用,焊接打磨费用,折弯费用,组装费用等。 附加费用:包含但不限于模具费,菲林网板费,工装夹治具费,特殊
公司,优质的产品和价格 面议钣金加工费:在实现产品过程中每到工序所产生的生产费用,如数控加工费,激光加工费,剪床费用,刻字费用,钳工费用,贴膜费用,校平费用,冲压费用,焊接打磨费用,折弯费用,组装费用等。 附加费用:包含但不限于模具费,菲林网板费,工装夹治具费,特殊 -
 对于大批量的物品,可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为批量中准备好多工夹具、程序等可以存储起来重复使用。从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势
对于大批量的物品,可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为批量中准备好多工夹具、程序等可以存储起来重复使用。从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势 -
 由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。钣金加工是钣金技术职员需要把握
由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。钣金加工是钣金技术职员需要把握 -
 粗机械零件加工主要是切断了大多数的机械加工余量, 不需要高精密机械零件加工,所以粗加工应该更大的权力和高精度的机床,完成过程坚 持使用一个相对较高的精密机器。粗糙和精加工在不同的机器上,可以充分发挥设备能 力,可以延长其使用寿命精密机床。精
粗机械零件加工主要是切断了大多数的机械加工余量, 不需要高精密机械零件加工,所以粗加工应该更大的权力和高精度的机床,完成过程坚 持使用一个相对较高的精密机器。粗糙和精加工在不同的机器上,可以充分发挥设备能 力,可以延长其使用寿命精密机床。精 -
 材料不需加热:一般情况下,在进行冲压作业时,材料不需加热。这样不但可 以节约能源,减少加热设备和场地占用,还可避免因加热带来的制品表面氧化、 及变形带来的形状尺寸不稳定。也可以防止因温度升高给模具带来的不利影响。精密机械加工的生产过程就是指
材料不需加热:一般情况下,在进行冲压作业时,材料不需加热。这样不但可 以节约能源,减少加热设备和场地占用,还可避免因加热带来的制品表面氧化、 及变形带来的形状尺寸不稳定。也可以防止因温度升高给模具带来的不利影响。精密机械加工的生产过程就是指 -
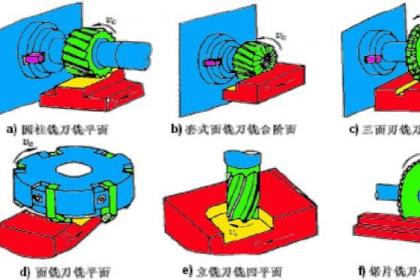 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
 精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部
精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部 -
 微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等
微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等 -
 1,易于保证工件各个加工面的精度;加工时,工件绕某一固定轴线回转,各表面具有同一的回转轴线,故易于保证加工面间同轴度的要求; 2, 切削过程比较平稳;除了断续表面之外,一般情况下车床加工过程是连续进行的,不像铣削和刨削,在一次走刀过程
1,易于保证工件各个加工面的精度;加工时,工件绕某一固定轴线回转,各表面具有同一的回转轴线,故易于保证加工面间同轴度的要求; 2, 切削过程比较平稳;除了断续表面之外,一般情况下车床加工过程是连续进行的,不像铣削和刨削,在一次走刀过程 -
为了保证精密零件加工精度,粗和细机械零件加工分别从的。因为当粗 机械零件加工,切削量大,工件的切削力、夹紧力、热、机械零件加工表面有明显的加 工硬化现象,工件在较大的内应力,如果粗糙,粗糙的机械零件加工完成后连续,零件精 度将很快失去了由于
-
 中心,多年经验值得信赖 面议钣金机箱外壳在许多工序的周转过程中,外观最容易损坏。例如,激光片后面的冷板和切割后的板材在从切片机上掉落的过程中会被损坏,烤漆后的外观在运输过程中会被损坏。如何确保钣金机箱外壳成品钣金零件完好无损? 一、可以根据剪板机的长度在剪板机的后
中心,多年经验值得信赖 面议钣金机箱外壳在许多工序的周转过程中,外观最容易损坏。例如,激光片后面的冷板和切割后的板材在从切片机上掉落的过程中会被损坏,烤漆后的外观在运输过程中会被损坏。如何确保钣金机箱外壳成品钣金零件完好无损? 一、可以根据剪板机的长度在剪板机的后 -
 对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工 -
 ,快速,经验丰富 面议先加工基准面 零件在加工进程中,作为定位基准的外表应首要加工出来,以便尽快为后续工序的加工供给精基准。称为“基准先行”。区分加工阶段 加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。首要是为了确保加工质量;
,快速,经验丰富 面议先加工基准面 零件在加工进程中,作为定位基准的外表应首要加工出来,以便尽快为后续工序的加工供给精基准。称为“基准先行”。区分加工阶段 加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。首要是为了确保加工质量; -
 零件依次通过的全部加工过程称为工艺路线或工艺流程。技术人员根据工件产量、设备条件和工人技术情况等,确定并且用工艺文件规定的机械加工工艺过程,称为机械加工工艺规程。机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。因此
零件依次通过的全部加工过程称为工艺路线或工艺流程。技术人员根据工件产量、设备条件和工人技术情况等,确定并且用工艺文件规定的机械加工工艺过程,称为机械加工工艺规程。机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。因此 -
 数控编程数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套
数控编程数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套 -
 ⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加工的工艺分析;⑶数控加工的工艺设计;⑷ 对零件图纸的数学处理;⑸ 编写加工程序单;⑹ 按程序单制作控制介质;⑺程序的校验与修改;⑻ 首件试加工与现场问题处理;⑼数控加工工艺文件
⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加工的工艺分析;⑶数控加工的工艺设计;⑷ 对零件图纸的数学处理;⑸ 编写加工程序单;⑹ 按程序单制作控制介质;⑺程序的校验与修改;⑻ 首件试加工与现场问题处理;⑼数控加工工艺文件
被浏览过 1557118 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

