


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1999阅读 2021-03-23 07:54:31
- hth358华体会 2033阅读 2021-03-23 07:53:23
- PCB布线和工作流程2095阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1993阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2005阅读 2021-03-23 07:50:04

湘潭铣床加工公司,诚信经营,收费透明
2024-01-18 08:47:01 764次浏览

价 格:面议
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具,检具,胎具,薄壁复杂曲面,人工假体,叶片等。 在选择数控铣削加工内容时,应充分发挥数控铣床的优势和关键作用。
铣床(milling machine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刃断续切削,因而铣床的生产率较高。简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。
规则
1.装卸工件,必须移开刀具,切削中头、手不得接近铣削面。
2.使用旭正铣床对刀时,必须慢进或手摇进,不许快进,走刀时,不准停车。
3.快速进退刀时注意旭正铣床手柄是否会打人。
4.进刀不许过快,不准突然变速,旭正铣床限位挡块应调好。
5.上下及测量工件、调整刀具、紧固变速,均必须停止旭正铣床。
6.拆装立铣刀,工作台面应垫木板,拆平铣刀扳螺母,用力不得过猛。
7.严禁手摸或用棉纱擦转动部位及刀具,禁止用手去托刀盘。
8.一般情况下,一个夹头一次只能夹一个工件。因为一个夹头一次夹一个以上的工件,即使夹得再紧,粗进刀时受力很大,两个工件这之间很容易滑动,导致工件飞出,刀碎、伤人事故。
-
 铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能
铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能 -
 钻削是在实心金属上钻孔的加工。使用一种称为麻花钻的旋转钻头。用于钻孔的机床称为钻床。钻床也有多种型号与规格。除钻孔外,钻床还可进行其他加工。钻孔时,工件定位夹紧、固定不动;钻头一面旋转,一面钻入工件。铣削是使用旋转刀具切除金属的加工,这种刀
钻削是在实心金属上钻孔的加工。使用一种称为麻花钻的旋转钻头。用于钻孔的机床称为钻床。钻床也有多种型号与规格。除钻孔外,钻床还可进行其他加工。钻孔时,工件定位夹紧、固定不动;钻头一面旋转,一面钻入工件。铣削是使用旋转刀具切除金属的加工,这种刀 -
 机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、 -
 数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数 -
我公司专注于机加工,技术可靠,实力雄厚,深受广大客户好评。在机械零件的制造过程中,利用去除多余材料获得所需零件或半成品的加工方法称为机械加工,而采用铸造、锻压、焊接等获得所需零件或毛坯的加工方法称为成型工艺。机械加工过程中,由于加工工艺不同
-
 工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成 -
 粗机械零件加工主要是切断了大多数的机械加工余量, 不需要高精密机械零件加工,所以粗加工应该更大的权力和高精度的机床,完成过程坚 持使用一个相对较高的精密机器。粗糙和精加工在不同的机器上,可以充分发挥设备能 力,可以延长其使用寿命精密机床。初
粗机械零件加工主要是切断了大多数的机械加工余量, 不需要高精密机械零件加工,所以粗加工应该更大的权力和高精度的机床,完成过程坚 持使用一个相对较高的精密机器。粗糙和精加工在不同的机器上,可以充分发挥设备能 力,可以延长其使用寿命精密机床。初 -
 ,专业让您省心更省力 面议4.工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。其垂直方向的运动由铣头在立柱上升降来完成。5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和
,专业让您省心更省力 面议4.工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。其垂直方向的运动由铣头在立柱上升降来完成。5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和 -
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。工序是
-
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用 -
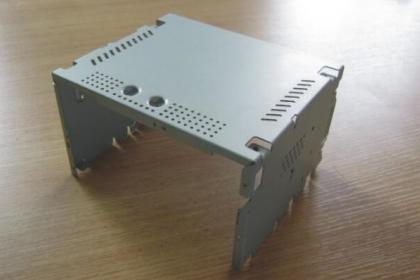
 钣金加工费:在实现产品过程中每到工序所产生的生产费用,如数控加工费,激光加工费,剪床费用,刻字费用,钳工费用,贴膜费用,校平费用,冲压费用,焊接打磨费用,折弯费用,组装费用等。 附加费用:包含但不限于模具费,菲林网板费,工装夹治具费,特殊
钣金加工费:在实现产品过程中每到工序所产生的生产费用,如数控加工费,激光加工费,剪床费用,刻字费用,钳工费用,贴膜费用,校平费用,冲压费用,焊接打磨费用,折弯费用,组装费用等。 附加费用:包含但不限于模具费,菲林网板费,工装夹治具费,特殊 -
 中心,期待与您长期合作 面议激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束
中心,期待与您长期合作 面议激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束 -
 机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任
机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任 -
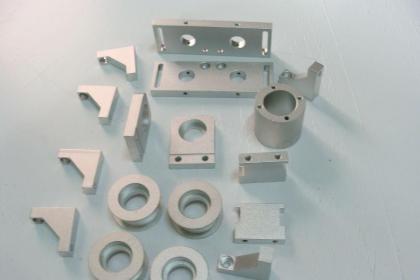
 精密零部件加工是以精密零件为加工对象。利用系统化、集成化理论和技术,根据加工工件结构及要求实现供料、加工、检测、搬运等的有机组合和优化,在的加工条件下完成零部件的生产。其目的就是实现“小机床加工小零件”的理念,是有别于普通零部件的制造方法与
精密零部件加工是以精密零件为加工对象。利用系统化、集成化理论和技术,根据加工工件结构及要求实现供料、加工、检测、搬运等的有机组合和优化,在的加工条件下完成零部件的生产。其目的就是实现“小机床加工小零件”的理念,是有别于普通零部件的制造方法与 -
 毛坯的种类应根据零件的材料、形状和尺寸来确定,还要考虑工件批量和生产条 件。如图所示的传动轴,直径较小,各段外圆直径悬殊不大,可选圆钢下料。图所示 的齿轮轴,直径相差较大,为节约材料和加工工时,若批量大,又具备锻造条件,应 选用锻件毛坯;否
毛坯的种类应根据零件的材料、形状和尺寸来确定,还要考虑工件批量和生产条 件。如图所示的传动轴,直径较小,各段外圆直径悬殊不大,可选圆钢下料。图所示 的齿轮轴,直径相差较大,为节约材料和加工工时,若批量大,又具备锻造条件,应 选用锻件毛坯;否 -
 钣金加工中的切割类似于用剪刀切割一张纸的过程,但是使用的机器有所不同。有两种典型的切割钣金的机器一种是剪切机,它有一个切割直线的长刀片;它被用来将长钣金切割成更小的碎片。这种操作类似于切纸机:钣金被固定在硬化模具的顶部,切割刀片向下切割,通
钣金加工中的切割类似于用剪刀切割一张纸的过程,但是使用的机器有所不同。有两种典型的切割钣金的机器一种是剪切机,它有一个切割直线的长刀片;它被用来将长钣金切割成更小的碎片。这种操作类似于切纸机:钣金被固定在硬化模具的顶部,切割刀片向下切割,通 -
 在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。①应能保证被加工工件的精度和表面粗糙度。②使加工路线短,减少空行程时间,提高加工效率。③尽量简化数值计算的工作量,简化加工程序。CNC加工CNC加工(3张)④对于某些重复使用的程序,
在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。①应能保证被加工工件的精度和表面粗糙度。②使加工路线短,减少空行程时间,提高加工效率。③尽量简化数值计算的工作量,简化加工程序。CNC加工CNC加工(3张)④对于某些重复使用的程序, -
 (1)可以加工出形状复杂的零件,且生产过程中产生的废料较少。(2)产品具有足够的形状、尺寸精度,互换性能好,产品表面质量较好。(3)能获得质量轻、材料消耗少、强度和刚度较高的零件。(4)加工大多依赖专用的模具,而模具制造复杂,成本高,因此,
(1)可以加工出形状复杂的零件,且生产过程中产生的废料较少。(2)产品具有足够的形状、尺寸精度,互换性能好,产品表面质量较好。(3)能获得质量轻、材料消耗少、强度和刚度较高的零件。(4)加工大多依赖专用的模具,而模具制造复杂,成本高,因此, -
 我国已制定了数控铣床的精度标准,其中数控立式铣床升降台铣床已有专业标准。标准规定其直线运动坐标的定位精度为0.04/300mm,重复定位精度为0.025mm,铣圆精0.035mm。实际上,机床出厂精度均有相当的储备量,比国家标准的允差值大约
我国已制定了数控铣床的精度标准,其中数控立式铣床升降台铣床已有专业标准。标准规定其直线运动坐标的定位精度为0.04/300mm,重复定位精度为0.025mm,铣圆精0.035mm。实际上,机床出厂精度均有相当的储备量,比国家标准的允差值大约
被浏览过 1549280 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

