


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1941阅读 2021-03-23 07:54:31
- hth358华体会 1976阅读 2021-03-23 07:53:23
- PCB布线和工作流程2049阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1953阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1958阅读 2021-03-23 07:50:04

株洲机加工厂家电话,因为专业所以信赖
2023-12-12 08:30:01 623次浏览

价 格:面议
加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。 工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。 (1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。 (2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。 (3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。
原始资料: (1)产品装配图,零件图。 (2)产品验收质量标准。 (3)产品的年生产纲领。 (5)制造厂的生产条件,包括机床设备和工艺设备的规格、性能和现有的状态、工人的技术水平、工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料。 (6)工艺规程设计、工艺装备设计所需要的设计手册和有关标准。 (7)国内外先进制造技术资料等。
工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。
-
 为了保证精密零件加工精度,粗和细机械零件加工分别从的。因为当粗 机械零件加工,切削量大,工件的切削力、夹紧力、热、机械零件加工表面有明显的加 工硬化现象,工件在较大的内应力,如果粗糙,粗糙的机械零件加工完成后连续,零件精 度将很快失去了由于
为了保证精密零件加工精度,粗和细机械零件加工分别从的。因为当粗 机械零件加工,切削量大,工件的切削力、夹紧力、热、机械零件加工表面有明显的加 工硬化现象,工件在较大的内应力,如果粗糙,粗糙的机械零件加工完成后连续,零件精 度将很快失去了由于 -
 数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数 -
 钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加
钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加 -
 ,可根据您的需求非标定制 面议机械加工厂选择数控系统的功能适用性对于数控机床的设计选型无疑是重要的限制性因索。首先要考量的是它的驱动能力,不同的数控供应商的解决方案中伺服的功率范围和配套电机范围也是不同的。 首先应该从可匹配的电机类型,功率范围来初步筛选。特别
,可根据您的需求非标定制 面议机械加工厂选择数控系统的功能适用性对于数控机床的设计选型无疑是重要的限制性因索。首先要考量的是它的驱动能力,不同的数控供应商的解决方案中伺服的功率范围和配套电机范围也是不同的。 首先应该从可匹配的电机类型,功率范围来初步筛选。特别 -
 ,提供良的品质 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
,提供良的品质 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 6)仿形铣床:对工件进行仿形加工的铣床。一般用于加工复杂形状工件。(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。(8)摇臂铣床:摇臂铣床亦可称为炮塔铣床,摇臂铣,铣,机床的
6)仿形铣床:对工件进行仿形加工的铣床。一般用于加工复杂形状工件。(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。(8)摇臂铣床:摇臂铣床亦可称为炮塔铣床,摇臂铣,铣,机床的 -
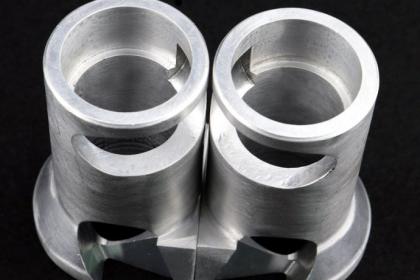
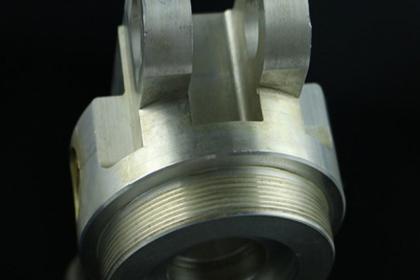
 精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。精密机械加工的生产过程就是指从原材料(
精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。精密机械加工的生产过程就是指从原材料( -
 服务,一切以用户为中心 面议激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束
服务,一切以用户为中心 面议激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束 -
 在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。钣金加工
在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。钣金加工 -
 钣金加工日常加工精度维持: 1、开机后,必须先预热10分钟左右,然后再加工;长期不用的机器应延长预热的时间; 2、检查油路是否畅通; 3、关机前将工作台、鞍座置于机器中央位置(移动三轴行程至各轴行程中间位置); 4、机床保持干燥清洁
钣金加工日常加工精度维持: 1、开机后,必须先预热10分钟左右,然后再加工;长期不用的机器应延长预热的时间; 2、检查油路是否畅通; 3、关机前将工作台、鞍座置于机器中央位置(移动三轴行程至各轴行程中间位置); 4、机床保持干燥清洁 -
 CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情
CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情 -
 1.装卸工件,必须移开刀具,切削中头、手不得接近铣削面。2.使用铣床对刀时,必须慢进或手摇进,不许快进,走刀时,不准停车。3.快速进退刀时注意旭正铣床手柄是否会打人。4.进刀不许过快,不准突然变速,旭正铣床限位挡块应调好。5.上下及测量工件
1.装卸工件,必须移开刀具,切削中头、手不得接近铣削面。2.使用铣床对刀时,必须慢进或手摇进,不许快进,走刀时,不准停车。3.快速进退刀时注意旭正铣床手柄是否会打人。4.进刀不许过快,不准突然变速,旭正铣床限位挡块应调好。5.上下及测量工件 -
 钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加
钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加 -
 数控编程数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套
数控编程数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。对于大批量的物品,可采用专用铣床。如果是中小
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。对于大批量的物品,可采用专用铣床。如果是中小 -
 铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刃断续切削,因而铣床的生产率较高。简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。能加工一次装夹定位后
铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刃断续切削,因而铣床的生产率较高。简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。能加工一次装夹定位后 -
 根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,
根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术, -
 精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要
精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要 -
 对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工 -
 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
被浏览过 1457171 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

