


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2060阅读 2021-03-23 07:54:31
- hth358华体会 2094阅读 2021-03-23 07:53:23
- PCB布线和工作流程2162阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2055阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2075阅读 2021-03-23 07:50:04

产品信息
您所在的位置:首页 > 详细信息
湘潭铣床加工,诚信经营,信守承诺
2024-02-01 03:21:02 621次浏览

价 格:面议
数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹误差。另外,数控铣床的主轴转速和进给速度都是无级变速的,因此有利于选择切削用量。
逆铣使得切削厚度是由大到小逐渐改变的,刀齿在切削外表上的滑动距离也很小。并且顺铣时,刀齿在工件上走过的路程也比逆铣短。因而,在相同的切削条件下,选用逆铣时,刀具易磨损。顺铣时,刀齿每次都是由工件外表开端切削,所以不宜用来加工有硬皮的工件。
铣床首要是用于铣削加工的机床,能够分为顺铣和逆铣两种加工方法,每种加工方法都有它的特色。顺铣时,每个刀的切削厚度都是有小到大逐渐改变的。当刀齿刚与工件触摸时,切削厚度为零,只有当刀齿在前一刀齿留下的切削外表上滑过一段距离,切削厚度到达一定数值后,刀齿才真正开端切削。
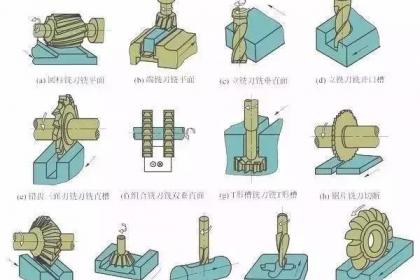
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。
-
 数控加工是指用数控的加工工具进行的加工。CNC指数控机床由数控加工语言进行编程控制,通常为G代码。数控加工G代码语言告诉数控机床的加工刀具采用何种 笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。 数控加工相对
数控加工是指用数控的加工工具进行的加工。CNC指数控机床由数控加工语言进行编程控制,通常为G代码。数控加工G代码语言告诉数控机床的加工刀具采用何种 笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。 数控加工相对 -
 很多操作者不理解顺铣和逆铣的概念,什么时候用顺铣,什么时候用逆铣。我们常采用逆铣对零件进行粗加工,采用顺铣对零件精加工。我们把刀齿旋转方向和零件的进给方向一致的铣削方式称之为为顺铣,把刀齿的旋转方向和零件的进给方向不一致的铣削方式称之为逆铣
很多操作者不理解顺铣和逆铣的概念,什么时候用顺铣,什么时候用逆铣。我们常采用逆铣对零件进行粗加工,采用顺铣对零件精加工。我们把刀齿旋转方向和零件的进给方向一致的铣削方式称之为为顺铣,把刀齿的旋转方向和零件的进给方向不一致的铣削方式称之为逆铣 -
 公司,品质为先 面议钣金零件通常可以分为三类:1.平板类:指一般的平面冲剪件。2.曲折类:有CAD根据所规划的图形打开后再进行折弯和焊接。3.成形类:规则曲面类或自由曲面类零件由拉伸等成形方法加工而成。这些零件是通过冲压、切割和变形等冲压方法加工而成的。它们与
公司,品质为先 面议钣金零件通常可以分为三类:1.平板类:指一般的平面冲剪件。2.曲折类:有CAD根据所规划的图形打开后再进行折弯和焊接。3.成形类:规则曲面类或自由曲面类零件由拉伸等成形方法加工而成。这些零件是通过冲压、切割和变形等冲压方法加工而成的。它们与 -
 精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要
精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要 -
 承接钣金加工服务。由于钣金零部件的装配连接主要运用了焊接加工技术,而焊接加工是利用热能或压力,或者两者并用,并且用或不用填充材料等方式,通过利用两个物体原子间产生的结合实现性连接的加工方式。定制钣金加工一般用到的材料有冷轧板(SPCC)、热
承接钣金加工服务。由于钣金零部件的装配连接主要运用了焊接加工技术,而焊接加工是利用热能或压力,或者两者并用,并且用或不用填充材料等方式,通过利用两个物体原子间产生的结合实现性连接的加工方式。定制钣金加工一般用到的材料有冷轧板(SPCC)、热 -
 精密机械零部件加工可以达到普通加工达不到的高精度,高精度也有赖于精密的加工设备和准确的克制系统,并采用精密掩膜作为中介物,来实现对外表层物质去除或添加的量做出极细微的控制。一、精密零件切削加工主要有精密车削、镜面磨削和研磨等。在精密车床上用
精密机械零部件加工可以达到普通加工达不到的高精度,高精度也有赖于精密的加工设备和准确的克制系统,并采用精密掩膜作为中介物,来实现对外表层物质去除或添加的量做出极细微的控制。一、精密零件切削加工主要有精密车削、镜面磨削和研磨等。在精密车床上用 -
 产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本
产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本 -
 有哪些,快速,经验丰富 面议先面后孔 对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,确保平面和孔的位置精度,并且对平面上的孔的加工带来方便。 光整加工 光整加工后的工件 首要外表的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺道路终
有哪些,快速,经验丰富 面议先面后孔 对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,确保平面和孔的位置精度,并且对平面上的孔的加工带来方便。 光整加工 光整加工后的工件 首要外表的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺道路终 -
 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
 在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。钣金加工
在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。钣金加工 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、 -
 公司,专业值得信赖 面议不同的设计技巧存在不同的钣金板材类型钣金板材具有重量轻,强度高,导电性好(可用于电磁屏蔽),成本低,批量生产性能好等诸多优点,它已被广泛应用于电子,通讯,汽车工业和医疗设备领域,例如电脑机箱,手机,MP3,钣金等。随着金属板材的应用越来越广
公司,专业值得信赖 面议不同的设计技巧存在不同的钣金板材类型钣金板材具有重量轻,强度高,导电性好(可用于电磁屏蔽),成本低,批量生产性能好等诸多优点,它已被广泛应用于电子,通讯,汽车工业和医疗设备领域,例如电脑机箱,手机,MP3,钣金等。随着金属板材的应用越来越广 -
 加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心 -
 铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件 -
 ,经验丰富,专业可靠 面议铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-
,经验丰富,专业可靠 面议铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给- -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用 -
 生产效率高:单位时间内完成的零件数量或工艺内容较一般加工方式高出数倍 ,甚至成百上千倍。而且五金冲压工艺还可以在一套模具上采用一模多件、多工艺内 容组合加工的方式进一步提高生产效率。产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品
生产效率高:单位时间内完成的零件数量或工艺内容较一般加工方式高出数倍 ,甚至成百上千倍。而且五金冲压工艺还可以在一套模具上采用一模多件、多工艺内 容组合加工的方式进一步提高生产效率。产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品 -
 服务,专业让您省心更省力 面议钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加
服务,专业让您省心更省力 面议钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加 -
 精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。材料不需加热:一般情况下,在进行冲压作
精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。材料不需加热:一般情况下,在进行冲压作
被浏览过 1605382 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第10年

