


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1989阅读 2021-03-23 07:54:31
- hth358华体会 2023阅读 2021-03-23 07:53:23
- PCB布线和工作流程2090阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1987阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1996阅读 2021-03-23 07:50:04

产品信息
您所在的位置:首页 > 详细信息
湘潭铣床加工,让每一位客户满意
2024-01-09 07:48:01 664次浏览

价 格:面议
在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解决不了的问题时,才考虑逆铣。
专门从事铣床加工, 您信赖的选择。数控机床加工是把刀具与工件的运动坐标分割成小的单位量,即小位移量。由数控系统根据工件程序的要求,使各坐标移动若干个小位移量,从而实现刀具与工件的相对运动,以完成零件的加工。
铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。
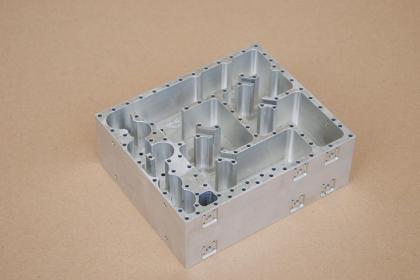
数控铣床加工是一种精密五金零件的高科技加工方式。可加工各种类型的材质,例如有316、304不锈钢、碳钢、合金钢、合金铝、锌合金、钛合金、铜、铁、亚克力、铁氟龙、POM棒等金属及塑胶的原材料,可加工成方、圆组合的复杂结构的零件。
-
 厂家,提供良的品质 面议钣金加工厂如何快速提高钣金加工质量?质量是企业的生命,质量是企业的利益。钣金加工行业也不例外。只有高质量的钣金零件才是客户的追求。我们要做的就是从客户的角度考虑客户的想法,如何提高钣金加工质量。这是今天钣金加工厂要和大家分享的话题。钣金加工
厂家,提供良的品质 面议钣金加工厂如何快速提高钣金加工质量?质量是企业的生命,质量是企业的利益。钣金加工行业也不例外。只有高质量的钣金零件才是客户的追求。我们要做的就是从客户的角度考虑客户的想法,如何提高钣金加工质量。这是今天钣金加工厂要和大家分享的话题。钣金加工 -
 机加工基准面的定位直接影响到后面的安排。基准面必须首先加工好,才能给后续需要加工的面提供一个定位参考。道加工的基准面,可能就是下一道加工面需要参考的标准。如果每个加工工序的定位基准都大致安排好以后,就可以从后一道加工工序向前逐级倒退整个精密
机加工基准面的定位直接影响到后面的安排。基准面必须首先加工好,才能给后续需要加工的面提供一个定位参考。道加工的基准面,可能就是下一道加工面需要参考的标准。如果每个加工工序的定位基准都大致安排好以后,就可以从后一道加工工序向前逐级倒退整个精密 -
 定制钣金加工是对金属性的板材进行加工,比如利用钣材可以加工成我们所知道的烟囱、铁桶、油壶等形状各异的产品。1、设计部门根据要求设计出钣金加工的零配件图片,并且以3D的形式一一展开表现出来,方便加工部门加工,并充分展现出钣金件 的具体结构。
定制钣金加工是对金属性的板材进行加工,比如利用钣材可以加工成我们所知道的烟囱、铁桶、油壶等形状各异的产品。1、设计部门根据要求设计出钣金加工的零配件图片,并且以3D的形式一一展开表现出来,方便加工部门加工,并充分展现出钣金件 的具体结构。 -
 由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。(1)可以加工出形状复杂的零件
由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。(1)可以加工出形状复杂的零件 -
 机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程,按被加工的工件处于的温度状态,分为冷加工和热加工,什么是冷加工和热加工呢?一般在常温下加工,并且不引起工件的化学或物相的变化,就叫冷加工,反之则是热加工。根据工艺原理和工艺试验确
机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程,按被加工的工件处于的温度状态,分为冷加工和热加工,什么是冷加工和热加工呢?一般在常温下加工,并且不引起工件的化学或物相的变化,就叫冷加工,反之则是热加工。根据工艺原理和工艺试验确 -
 ,诚信经营,信守承诺 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
,诚信经营,信守承诺 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 厂,客户服务至上 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
厂,客户服务至上 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用 -
 加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心 -
 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
 承接钣金加工服务。由于钣金零部件的装配连接主要运用了焊接加工技术,而焊接加工是利用热能或压力,或者两者并用,并且用或不用填充材料等方式,通过利用两个物体原子间产生的结合实现性连接的加工方式。定制钣金加工一般用到的材料有冷轧板(SPCC)、热
承接钣金加工服务。由于钣金零部件的装配连接主要运用了焊接加工技术,而焊接加工是利用热能或压力,或者两者并用,并且用或不用填充材料等方式,通过利用两个物体原子间产生的结合实现性连接的加工方式。定制钣金加工一般用到的材料有冷轧板(SPCC)、热 -
 数控加工是指用数控的加工工具进行的加工。CNC指数控机床由数控加工语言进行编程控制,通常为G代码。数控加工G代码语言告诉数控机床的加工刀具采用何种 笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。 数控加工相对
数控加工是指用数控的加工工具进行的加工。CNC指数控机床由数控加工语言进行编程控制,通常为G代码。数控加工G代码语言告诉数控机床的加工刀具采用何种 笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。 数控加工相对 -
 为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统
为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统 -
 厂家,专业定制,品质保证 面议钣金零件通常可以分为三类:1.平板类:指一般的平面冲剪件。2.曲折类:有CAD根据所规划的图形打开后再进行折弯和焊接。3.成形类:规则曲面类或自由曲面类零件由拉伸等成形方法加工而成。这些零件是通过冲压、切割和变形等冲压方法加工而成的。它们与
厂家,专业定制,品质保证 面议钣金零件通常可以分为三类:1.平板类:指一般的平面冲剪件。2.曲折类:有CAD根据所规划的图形打开后再进行折弯和焊接。3.成形类:规则曲面类或自由曲面类零件由拉伸等成形方法加工而成。这些零件是通过冲压、切割和变形等冲压方法加工而成的。它们与 -
 机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控 -
 产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本
产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本 -
 工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换刀具,自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其他辅助机能,依次完成工件几个面上多工序的加工,并且有多种换刀或选刀功能。加工中心由于工序的集中和自动
工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换刀具,自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其他辅助机能,依次完成工件几个面上多工序的加工,并且有多种换刀或选刀功能。加工中心由于工序的集中和自动 -
 数控铣床主要用于加工平面和曲面轮廓的零件,还可以加工复杂型面的零件,如凸轮、样板、模具、螺旋槽等。同时也可以对零件进行钻、扩、铰、锪和镗孔加工。对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位
数控铣床主要用于加工平面和曲面轮廓的零件,还可以加工复杂型面的零件,如凸轮、样板、模具、螺旋槽等。同时也可以对零件进行钻、扩、铰、锪和镗孔加工。对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位 -
 在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解
在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解 -
 对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
被浏览过 1527701 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

