


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1925阅读 2021-03-23 07:54:31
- hth358华体会 1956阅读 2021-03-23 07:53:23
- PCB布线和工作流程2036阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1944阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1944阅读 2021-03-23 07:50:04

株洲精密加工五金零件,贴心的一条龙服务
2023-12-01 06:32:01 707次浏览

价 格:面议
产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本保证。同时也利于产品的维修、更换。
为了保证精密零件加工精度,粗和细机械零件加工分别从的。因为当粗 机械零件加工,切削量大,工件的切削力、夹紧力、热、机械零件加工表面有明显的加 工硬化现象,工件在较大的内应力,如果粗糙,粗糙的机械零件加工完成后连续,零件精 度将很快失去了由于应力重分布。对于一些高精密零件的机械零部件的加工。在粗加 工和精加工后,还应安排或时效处理低温退火过程,消除内部应力。
精密机械加工的生产过程指的是以原料(或是是半成品加工)生产制造商品的整个过程。它用以机械加工生产制造,包含了原料的运送和储存、生产现场管理、初加工、也有零件加工和热处理工艺、商品安装和调节、喷涂也有包裝。从硬件配置的视角看来,机械零部件加工是通过多种多样工业设备,例如车辆、数控车床、钻床、数控磨床、及其拉床、也有数控加工中心进行加工生产制造的,各种各样设备原有的加工精度不-样,因此 要做到精密度,在进行加工的情况下,就必须挑选适合的机械加工加工工艺也有机械加工设备。从手机软件上讲,它是一个操作工的技术性,它牵涉到各种各样的设备操作工的专业技能。这种专业技能包含对设备的深入了解,对机械加工的了解,也有零件和原材料的了解等,这种专业技能能够在平常的工作上逐渐累积的。
对于精密零件加工主要是尺寸方面的要求,例如圆柱直径是多少,有严格要求,正负差值在要求要求范畴以内才算是达标零件,不然全是不过关零件;尺寸也有具体严格要求,正负差值一样有要求,例如一个嵌入式圆柱(拿非常简单基础零部件为例子),假如直径很大,超出差值容许范畴内,便会导致,插不进去的状况,假如具体直径很小,超出差值容许负数低限了,便会导致放进去很松,不坚固的问题产生。这种全是不合格产品,或是圆柱长短过长或过短,超过差值容许范畴了,全是不过关的商品,是都需要废止的,或是再次加工,那样必定会导致成本费的提升。
-
 铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件 -
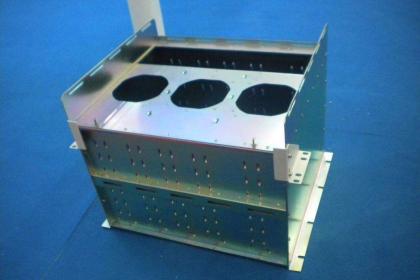
 公司,真诚合作、与时俱进 面议钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使
公司,真诚合作、与时俱进 面议钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使 -
 机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控 -
 厂家,提供良的品质 面议钣金加工厂如何快速提高钣金加工质量?质量是企业的生命,质量是企业的利益。钣金加工行业也不例外。只有高质量的钣金零件才是客户的追求。我们要做的就是从客户的角度考虑客户的想法,如何提高钣金加工质量。这是今天钣金加工厂要和大家分享的话题。钣金加工
厂家,提供良的品质 面议钣金加工厂如何快速提高钣金加工质量?质量是企业的生命,质量是企业的利益。钣金加工行业也不例外。只有高质量的钣金零件才是客户的追求。我们要做的就是从客户的角度考虑客户的想法,如何提高钣金加工质量。这是今天钣金加工厂要和大家分享的话题。钣金加工 -
 常用的加工器材有:数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工工具。精密机械加工上用的刀具,却是非常讲究,毕竟低档的不但使
常用的加工器材有:数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工工具。精密机械加工上用的刀具,却是非常讲究,毕竟低档的不但使 -
 能加工一次装夹定位后,需进行多道工序加工的零件;加工精度高、加工质量稳定可靠,数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;生产自动化程度高,可以减轻操作者的劳动强度。有利
能加工一次装夹定位后,需进行多道工序加工的零件;加工精度高、加工质量稳定可靠,数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;生产自动化程度高,可以减轻操作者的劳动强度。有利 -
 快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果,
快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果, -
 根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,
根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术, -
 钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗
钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗 -
 ,我们竭诚为您服务 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
,我们竭诚为您服务 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手
CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手 -
 5.加工板材信息——必须确定客户所加工板材的材质、厚度,以确定模具所选用的材质和间隙;6.模具定位方向——要根据客户的加工要求来确定模具(特别是异形模具)定位销(槽)的方向。另外,除正方形刃口模具外,其余模具的导套或下模必须考虑两道键槽;7
5.加工板材信息——必须确定客户所加工板材的材质、厚度,以确定模具所选用的材质和间隙;6.模具定位方向——要根据客户的加工要求来确定模具(特别是异形模具)定位销(槽)的方向。另外,除正方形刃口模具外,其余模具的导套或下模必须考虑两道键槽;7 -
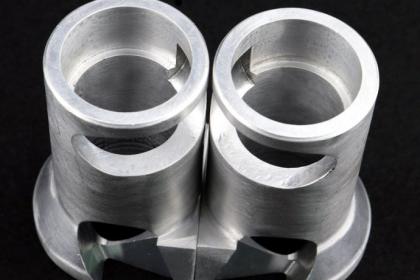
 株洲机加工,深受客户好评 面议精密超精密机械加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精
株洲机加工,深受客户好评 面议精密超精密机械加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精 -
 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀
铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀 -
 对于大批量的物品,可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为批量中准备好多工夹具、程序等可以存储起来重复使用。从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势
对于大批量的物品,可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为批量中准备好多工夹具、程序等可以存储起来重复使用。从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势 -
 由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。(1)相对于锻、铸件的生产加工
由于钣金零件主要运用了冲压加工技术,而冲压加工是借助于冲压设备提供的压力,通过冲压模具,使金属板料发生塑性变形,生产出所需要的具有一定形状、 尺寸零件的加工方式。我公司专业提供钣金加工,实力雄厚,欢迎来电咨询。(1)相对于锻、铸件的生产加工 -
 激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。利用光钎激光加工的钣金件具有哪些优势特点呢? 1、光束 -
 由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是 -
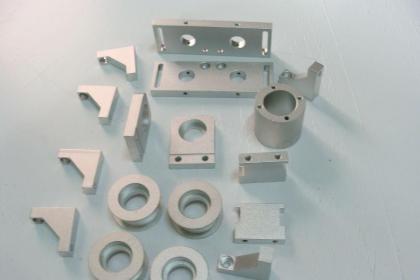 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、 -
 机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任
机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任
被浏览过 1428072 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

