


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1929阅读 2021-03-23 07:54:31
- hth358华体会 1959阅读 2021-03-23 07:53:23
- PCB布线和工作流程2038阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1946阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1947阅读 2021-03-23 07:50:04

株洲数控加工,品种齐全,质量保证
2023-12-02 06:47:01 687次浏览

价 格:面议
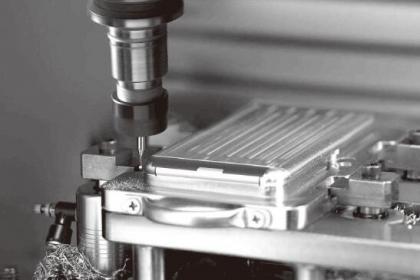
数控机床是一种用计算机来控制的机床,用来控制机床的计算机,不管是专用计算机、还是通用计算机都统称为数控系统。数控机床的运动和辅助动作均受控于数控系统发出的指令。而数控系统的指令是由程序员根据工件的材质、加工要求、机床的特性和系统所规定的指令格式(数控语言或符号)编制的。数控系统根据程序指令向伺服装置和其它功能部件发出运行或终断信息来控制机床的各种运动。当零件的加工程序结束时,机床便会自动停止。任何一种数控机床,在其数控系统中若没有输入程序指令,数控机床就不能工作。机床的受控动作大致包括机床的起动、停止;主轴的启停、旋转方向和转速的变换;进给运动的方向、速度、方式;刀具的选择、长度和半径的补偿;刀具的更换,冷却液的开起、关闭等。
选择夹具的基本原则
数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。除此之外,还要考虑以下几点:
1、当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。
2、在成批生产时才考虑采用专用夹具,并力求结构简单。
3、零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
4、夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。
自动化
数控机床加工时,不需人工控制刀具,自动化程度高。带来的好处很明显。
⑴对操作工人的要求降低:
一个普通机床的高级工,不是短时间内可以培养的,而一个不需编程的数控工培养时间极短(如数控车工需要一周即可,还会编写简单的加工程序)。并且,数控工在数控机床上加工出的零件比普通工在传统机床上加工的零件精度要高,时间要省。⑵降低了工人的劳动强度:数控工人在加工过程中,大部分时间被排斥在加工过程之外,非常省力。
⑶产品质量稳定:数控机床的加工自动化,免除了普通机床上工人的疲劳、粗心、估计等人为误差,提高了产品的一致性。
⑷加工效率高:数控机床的自动换刀等使加工过程紧凑,提高了劳动生产率。
序格式
常规加工程序由开始符(单列一段)、程序名(单列一段)、程序主体和程序结束指令(一般单列一段)组成。程序的后还有一个程序结束符。程序开始符与程序结束符是同一个字符:在ISO代码中是%,在EIA代码中是ER。程序结束指令可用M02(程序结来)或M30(纸带结束)。数控机床一般都使用存储式的程序运行,此时M02与M30的共同点是:在完成了所在程序段其它所有指令之后,用以停止主轴、冷却液和进给,并使控制系统复位。M02与M30在有些机床(系统)上使用时是完全等效的,而在另一些机床(系统)上使用有如下不同:用M02结束程序场合,自动运行结束后光标停在程序结束处;而用M3O结束程序运行场合,自动运行结束后光标和屏幕显示能自动返回到程序开头处,一按启动钮就可以再次运行程序。虽然M02与M30允许与其它程序字合用一个程序段,但还是将其单列一段,或者只与顺序号共用一个程序段。
程序名位于程序主体之前、程序开始符之后,它一般独占一行。程序名有两种形式:一种是以规定的英文字(多用O)打头、后面紧跟若干位数字组成。数字的多允许位数由说明书规定,常见的是两位和四位两种。这种形式的程序名也可称作程序号。另一种形式是,程序名由英文字、数字或英文、数字混合组成,中间还可以加入“—”号。这种形式使用户命名程序比较灵活,例如在LC30型数控车床上加工零件图号为215的法兰第三道工序的程序,可命名为LC30-FIANGE-215-3,这就给使用、存储和检索等带来很大方便。程序名用哪种形式是由数控系统决定的。
-
 精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。在生产过程中,凡是
精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。在生产过程中,凡是 -
 厂,客户服务至上 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
厂,客户服务至上 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 步骤内容: (1)分析研究产品的装配图和零件图。 (2)确定毛坯。 (3)拟定工艺路线,选择定位基面。 (4)确定各工序所采用的设备。 (5)确定各工序所采用的刀具、夹具、量具和辅助工具。 (6)确定各主要工序的技术要求及检验方法。 (7)
步骤内容: (1)分析研究产品的装配图和零件图。 (2)确定毛坯。 (3)拟定工艺路线,选择定位基面。 (4)确定各工序所采用的设备。 (5)确定各工序所采用的刀具、夹具、量具和辅助工具。 (6)确定各主要工序的技术要求及检验方法。 (7) -
 在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解
在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解 -
 ,只做专业的事 面议影响精密钣金加工厂家选择的因素对精密钣金加工厂来说,它们在企业生产的许多方面都起着重要作用。今天,我们将讨论精密钣金加工厂家选择的影响因素和原则。90.jpg一、质量因素。产品的使用价值取决于产品的质量,决定终消费品的质量,影响产品的市场竞
,只做专业的事 面议影响精密钣金加工厂家选择的因素对精密钣金加工厂来说,它们在企业生产的许多方面都起着重要作用。今天,我们将讨论精密钣金加工厂家选择的影响因素和原则。90.jpg一、质量因素。产品的使用价值取决于产品的质量,决定终消费品的质量,影响产品的市场竞 -
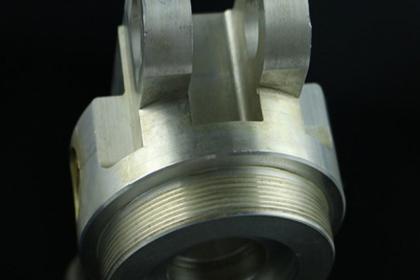 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。在机加工零部件时,加工面与非加工面之间的标准很难保证。如果图纸要求对错加工面,那么就必须在毛坯件上的非加工面上
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。在机加工零部件时,加工面与非加工面之间的标准很难保证。如果图纸要求对错加工面,那么就必须在毛坯件上的非加工面上 -
 (1)可以加工出形状复杂的零件,且生产过程中产生的废料较少。(2)产品具有足够的形状、尺寸精度,互换性能好,产品表面质量较好。(3)能获得质量轻、材料消耗少、强度和刚度较高的零件。(4)加工大多依赖专用的模具,而模具制造复杂,成本高,因此,
(1)可以加工出形状复杂的零件,且生产过程中产生的废料较少。(2)产品具有足够的形状、尺寸精度,互换性能好,产品表面质量较好。(3)能获得质量轻、材料消耗少、强度和刚度较高的零件。(4)加工大多依赖专用的模具,而模具制造复杂,成本高,因此, -
 常用的加工器材有:数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工工具。精密机械加工上用的刀具,却是非常讲究,毕竟低档的不但使
常用的加工器材有:数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工工具。精密机械加工上用的刀具,却是非常讲究,毕竟低档的不但使 -
 现如今不管是五金行业,机械行业,电子行业还是建筑行业等等各种性质的行业,都需要用到各种各样的零件。许多零件和元件必须经过一系列的加工和检验才能分配到各种领域进行使用和操作,因此很多行业对于零件的质量和材质有着一定的标准和考核。其中数控加
现如今不管是五金行业,机械行业,电子行业还是建筑行业等等各种性质的行业,都需要用到各种各样的零件。许多零件和元件必须经过一系列的加工和检验才能分配到各种领域进行使用和操作,因此很多行业对于零件的质量和材质有着一定的标准和考核。其中数控加 -
 铣床(milling machine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面
铣床(milling machine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面 -
 精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。生产效率高:单位时间内完成的零件数量或
精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。生产效率高:单位时间内完成的零件数量或 -
 数控加工是指,由控制系统发出指令使刀具作符合要求的各种运动,以数字和字母形式表示工件的形状和尺寸等技术要求和加工工艺要求进行的加工。 它泛指在数控机床上进行零件加工的工艺过程。数控机床是一种用计算机来控制的机床,用来控制机床的计算机,不管是
数控加工是指,由控制系统发出指令使刀具作符合要求的各种运动,以数字和字母形式表示工件的形状和尺寸等技术要求和加工工艺要求进行的加工。 它泛指在数控机床上进行零件加工的工艺过程。数控机床是一种用计算机来控制的机床,用来控制机床的计算机,不管是 -
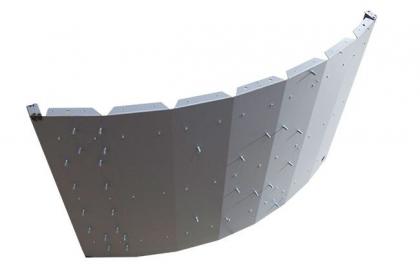
 根据客户的要求在钣金表面镀成一种保护膜,增加烤漆的附着力 通过激光切割机的自动化操作,使钣金加工技术得到更一步的改变,实现了无人化操作,即节约了人力成本,又大大提高了生产效率,提高了生产数量,对钣金未来的发展,起着显著的作用。在对材料进行钣
根据客户的要求在钣金表面镀成一种保护膜,增加烤漆的附着力 通过激光切割机的自动化操作,使钣金加工技术得到更一步的改变,实现了无人化操作,即节约了人力成本,又大大提高了生产效率,提高了生产数量,对钣金未来的发展,起着显著的作用。在对材料进行钣 -
5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和工具制造,配有立铣头、角度工作台和插头等多种附件,还可进行钻削、镗削和插削等加工。7.其他铣床:如键槽铣床、凸轮铣床、曲轴铣床、轧辊轴颈铣床和方钢锭
-
 服务,多年经验值得信赖 面议钣金加工有一套非常严格的安全操作要求,具体如下: 一、许多人行动时,应相互协调,服从统一的安排和指挥。 二、工具、夹具等设备,要牢固安装,不能出现松动现象,以免伤害人。 三、设备在开始工作前应进行安全检查,除非没有任何问题,否则将无
服务,多年经验值得信赖 面议钣金加工有一套非常严格的安全操作要求,具体如下: 一、许多人行动时,应相互协调,服从统一的安排和指挥。 二、工具、夹具等设备,要牢固安装,不能出现松动现象,以免伤害人。 三、设备在开始工作前应进行安全检查,除非没有任何问题,否则将无 -
 CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情
CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情 -
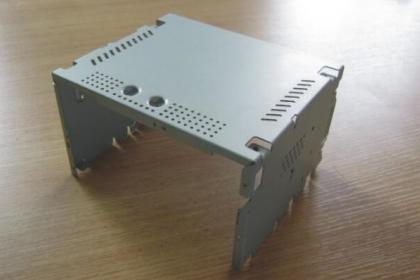
 钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加
钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加 -
 精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。产品质量稳定和互换性好:采用五金冲压模
精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。产品质量稳定和互换性好:采用五金冲压模 -
 加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种不
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种不 -
 ,技术好,服务优 面议钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加
,技术好,服务优 面议钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。零件金属板材加
被浏览过 1429700 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

