


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2066阅读 2021-03-23 07:54:31
- hth358华体会 2105阅读 2021-03-23 07:53:23
- PCB布线和工作流程2175阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2061阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2085阅读 2021-03-23 07:50:04

产品信息
您所在的位置:首页 > 详细信息
株洲非标零件精密加工厂,正规公司,放心选择
2024-02-09 01:24:01 752次浏览

价 格:面议
微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等领域有着广阔的应用潜力,并成为纳米技术研究的重要手段,因而受到高度重视并被列为21世纪关键技术之首。
根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,不断改进和完善现有技术,但必须有严格的审批程序。
在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践总结。可根据生产实际情况进行修改,使之不断完善完善,但必须有严格的审批程序。
在安排加工次第前,还必须知道是否需要进行精密机加工的预加工。如果工件毛坯精度高,定位也可靠,或者加工余量充分,就没有必要预加工,直接按照加工次第安排。所以,要弄清毛坯件的基准精度。如果要预加工,一般由机床结束。
-
 根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,
根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术, -
 铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-
铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给- -
 中心,实力公司,值得信赖 面议钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加
中心,实力公司,值得信赖 面议钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加 -
 厂,客户服务至上 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4
厂,客户服务至上 面议钣金展开注意事项1.方式要合,方便节约材料和加工性能。2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。4 -
 精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。材料不需加热:一般情况下,在进行冲压作
精密零部件加工技术被誉为20世纪lO大关键技术之一。是2l世纪的重点发展方向,受到世界各国的高度重视。日本、盟、韩国、美国等发达国家都投入了大量的人力、物力和财力来发展本国的精密零部件加工的研发和技术。材料不需加热:一般情况下,在进行冲压作 -
 服务,专业让您省心更省力 面议钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加
服务,专业让您省心更省力 面议钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加 -
 生产效率高:单位时间内完成的零件数量或工艺内容较一般加工方式高出数倍 ,甚至成百上千倍。而且五金冲压工艺还可以在一套模具上采用一模多件、多工艺内 容组合加工的方式进一步提高生产效率。产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品
生产效率高:单位时间内完成的零件数量或工艺内容较一般加工方式高出数倍 ,甚至成百上千倍。而且五金冲压工艺还可以在一套模具上采用一模多件、多工艺内 容组合加工的方式进一步提高生产效率。产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。数控加工中心是由机械设备与数控系统组成的适用 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式 -
,经验丰富,专业可靠 面议铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-
-
 铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件 -
 加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心 -
 公司,专业值得信赖 面议不同的设计技巧存在不同的钣金板材类型钣金板材具有重量轻,强度高,导电性好(可用于电磁屏蔽),成本低,批量生产性能好等诸多优点,它已被广泛应用于电子,通讯,汽车工业和医疗设备领域,例如电脑机箱,手机,MP3,钣金等。随着金属板材的应用越来越广
公司,专业值得信赖 面议不同的设计技巧存在不同的钣金板材类型钣金板材具有重量轻,强度高,导电性好(可用于电磁屏蔽),成本低,批量生产性能好等诸多优点,它已被广泛应用于电子,通讯,汽车工业和医疗设备领域,例如电脑机箱,手机,MP3,钣金等。随着金属板材的应用越来越广 -
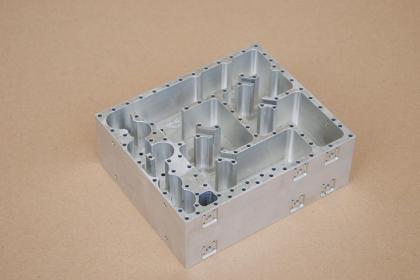
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、 -
 在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。钣金加工
在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。钣金加工 -
 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
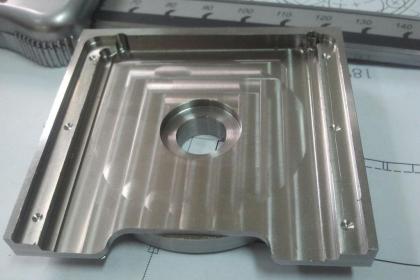
 有哪些,快速,经验丰富 面议先面后孔 对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,确保平面和孔的位置精度,并且对平面上的孔的加工带来方便。 光整加工 光整加工后的工件 首要外表的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺道路终
有哪些,快速,经验丰富 面议先面后孔 对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,确保平面和孔的位置精度,并且对平面上的孔的加工带来方便。 光整加工 光整加工后的工件 首要外表的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺道路终 -
 产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本
产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品质量变化的 因素少,危害程度低。有的因素可以采取恰当的措施来加以纠正,使产品的质量控制 在理想的范围之内j产品质量的稳定就可以有效保证其互换性。良好的互换性是流水线 大批量生产的基本 -
 精密机械零部件加工可以达到普通加工达不到的高精度,高精度也有赖于精密的加工设备和准确的克制系统,并采用精密掩膜作为中介物,来实现对外表层物质去除或添加的量做出极细微的控制。一、精密零件切削加工主要有精密车削、镜面磨削和研磨等。在精密车床上用
精密机械零部件加工可以达到普通加工达不到的高精度,高精度也有赖于精密的加工设备和准确的克制系统,并采用精密掩膜作为中介物,来实现对外表层物质去除或添加的量做出极细微的控制。一、精密零件切削加工主要有精密车削、镜面磨削和研磨等。在精密车床上用 -
 承接钣金加工服务。由于钣金零部件的装配连接主要运用了焊接加工技术,而焊接加工是利用热能或压力,或者两者并用,并且用或不用填充材料等方式,通过利用两个物体原子间产生的结合实现性连接的加工方式。定制钣金加工一般用到的材料有冷轧板(SPCC)、热
承接钣金加工服务。由于钣金零部件的装配连接主要运用了焊接加工技术,而焊接加工是利用热能或压力,或者两者并用,并且用或不用填充材料等方式,通过利用两个物体原子间产生的结合实现性连接的加工方式。定制钣金加工一般用到的材料有冷轧板(SPCC)、热
被浏览过 1633630 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第10年

