


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2057阅读 2021-03-23 07:54:31
- hth358华体会 2088阅读 2021-03-23 07:53:23
- PCB布线和工作流程2159阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2050阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2072阅读 2021-03-23 07:50:04

产品信息
您所在的位置:首页 > 详细信息
湘潭机加工,您信赖的选择
2024-02-01 05:13:01 575次浏览

价 格:面议
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的。
钻削是在实心金属上钻孔的加工。使用一种称为麻花钻的旋转钻头。用于钻孔的机床称为钻床。钻床也有多种型号与规格。除钻孔外,钻床还可进行其他加工。钻孔时,工件定位夹紧、固定不动;钻头一面旋转,一面钻入工件。
铣削是使用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀。 磨削是使用一种称为砂轮的磨削轮来切除金属的加工方法。磨削对工件进行精加工,加工后的工件尺寸、表面光洁。磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。磨制扁平工件时,工件在旋转的砂轮下作往返运动。磨削工艺常用于对经过热处理的坚硬工件进行后的精加工,使其达到的尺寸。
机械加工过程中,由于加工工艺不同,使用的设备和工具也不同,如锻工操作中需要用到装料叉、装出炉夹钳、胎模操作机、锻造操作机等;钳工操作需要的工具和设备有锉刀、刮刀、手锯、凿子、手锤、手电钻、钻床等。此外,根据使用要求这些工具和设备还分成不同的型号和类型,增加了其使用数量。
-
 工业革命以前,机械大都是由木工手工制成的木结构,金属(主要是钢和铁)仅用以制造仪器、钟表、锁、泵和木结构机械上的小型零件。金属加工主要靠机匠的精工细作以达到需要的精度。随着蒸汽机的广泛使用以及随之出现的矿山、冶金、轮船和机车等大型机械的发展
工业革命以前,机械大都是由木工手工制成的木结构,金属(主要是钢和铁)仅用以制造仪器、钟表、锁、泵和木结构机械上的小型零件。金属加工主要靠机匠的精工细作以达到需要的精度。随着蒸汽机的广泛使用以及随之出现的矿山、冶金、轮船和机车等大型机械的发展 -
 控制温升在采取了一系列减少热源的措施后,热变形的情况将有所改善。但要完全消除龙门铣床的内外热源通常是十分困难的,甚至是不可能的。所以必须通过良好的散热和冷却来控制温升,以减少热源的影响。其中部较有效的方法是在龙门铣床的发热部位强制冷却,也可
控制温升在采取了一系列减少热源的措施后,热变形的情况将有所改善。但要完全消除龙门铣床的内外热源通常是十分困难的,甚至是不可能的。所以必须通过良好的散热和冷却来控制温升,以减少热源的影响。其中部较有效的方法是在龙门铣床的发热部位强制冷却,也可 -
 外购件费:公司从供应商处直接购买的产品和零部件,如机加工件,标准件,非金属件,标签等所产生的采购费用。在计算时要注意加上5%-15%的代理费用。 表处费:由公司或者委托外协厂对产品或零件部件进行喷粉,喷漆,电镀,氧化等表面处理所产生的费用
外购件费:公司从供应商处直接购买的产品和零部件,如机加工件,标准件,非金属件,标签等所产生的采购费用。在计算时要注意加上5%-15%的代理费用。 表处费:由公司或者委托外协厂对产品或零件部件进行喷粉,喷漆,电镀,氧化等表面处理所产生的费用 -
 数控铣床主要用于加工平面和曲面轮廓的零件,还可以加工复杂型面的零件,如凸轮、样板、模具、螺旋槽等。同时也可以对零件进行钻、扩、铰、锪和镗孔加工。对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位
数控铣床主要用于加工平面和曲面轮廓的零件,还可以加工复杂型面的零件,如凸轮、样板、模具、螺旋槽等。同时也可以对零件进行钻、扩、铰、锪和镗孔加工。对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位 -
 定制钣金加工是对金属性的板材进行加工,比如利用钣材可以加工成我们所知道的烟囱、铁桶、油壶等形状各异的产品。1、设计部门根据要求设计出钣金加工的零配件图片,并且以3D的形式一一展开表现出来,方便加工部门加工,并充分展现出钣金件 的具体结构。
定制钣金加工是对金属性的板材进行加工,比如利用钣材可以加工成我们所知道的烟囱、铁桶、油壶等形状各异的产品。1、设计部门根据要求设计出钣金加工的零配件图片,并且以3D的形式一一展开表现出来,方便加工部门加工,并充分展现出钣金件 的具体结构。 -
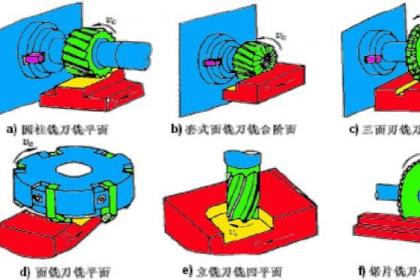
 铣床(milling machine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面
铣床(milling machine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面 -
 CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情
CNC数控加工有下列优点:①大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。②加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。③多品种、小批量生产情 -
 数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数 -
 数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具 -
 数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹
数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹 -
 ,质量上乘,款式新颖 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密
,质量上乘,款式新颖 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密 -
 先加工基准面 零件在加工进程中,作为定位基准的外表应首要加工出来,以便尽快为后续工序的加工供给精基准。称为“基准先行”。区分加工阶段 加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。首要是为了确保加工质量;
先加工基准面 零件在加工进程中,作为定位基准的外表应首要加工出来,以便尽快为后续工序的加工供给精基准。称为“基准先行”。区分加工阶段 加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。首要是为了确保加工质量; -
 工序集中数控机床一般带有可以自动换刀的刀架、刀库,换刀过程由程序控制自动进行,因此,工序比较集中。工序集中带来巨大的经济效益:⑴减少机床占地面积,节约厂房。⑵减少或没有中间环节(如半成品的中间检测、暂存搬运等),既省时间又省人力。自动化数控
工序集中数控机床一般带有可以自动换刀的刀架、刀库,换刀过程由程序控制自动进行,因此,工序比较集中。工序集中带来巨大的经济效益:⑴减少机床占地面积,节约厂房。⑵减少或没有中间环节(如半成品的中间检测、暂存搬运等),既省时间又省人力。自动化数控 -
 CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手
CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”机械加工的一种,是新型加工技术,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手 -
 在安排加工次第前,还必须知道是否需要进行精密机加工的预加工。如果工件毛坯精度高,定位也可靠,或者加工余量充分,就没有必要预加工,直接按照加工次第安排。所以,要弄清毛坯件的基准精度。如果要预加工,一般由机床结束。加工主要是加工我们需要的零件,
在安排加工次第前,还必须知道是否需要进行精密机加工的预加工。如果工件毛坯精度高,定位也可靠,或者加工余量充分,就没有必要预加工,直接按照加工次第安排。所以,要弄清毛坯件的基准精度。如果要预加工,一般由机床结束。加工主要是加工我们需要的零件, -
 公司,诚信经营,信守承诺 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密
公司,诚信经营,信守承诺 面议如何优化精密钣金加工工艺?钣金加工过程中,尤其是对精度要求较高的加工生产任务,对质量控制器的要求非常严格。在过程中,由于操作不规范,精密钣金零件变形,影响设计精度,导致产品报废,提高钣金加工单价成本,影响出货速度和企业效益。91.jpg精密 -
 精密零部件加工是以精密零件为加工对象。利用系统化、集成化理论和技术,根据加工工件结构及要求实现供料、加工、检测、搬运等的有机组合和优化,在的加工条件下完成零部件的生产。其目的就是实现“小机床加工小零件”的理念,是有别于普通零部件的制造方法与
精密零部件加工是以精密零件为加工对象。利用系统化、集成化理论和技术,根据加工工件结构及要求实现供料、加工、检测、搬运等的有机组合和优化,在的加工条件下完成零部件的生产。其目的就是实现“小机床加工小零件”的理念,是有别于普通零部件的制造方法与 -
 追求卓越,争创, 面议为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统
追求卓越,争创, 面议为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统 -
标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧
被浏览过 1598801 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第10年

