


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1926阅读 2021-03-23 07:54:31
- hth358华体会 1957阅读 2021-03-23 07:53:23
- PCB布线和工作流程2037阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1944阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1944阅读 2021-03-23 07:50:04

湘潭铣床加工服务,诚信经营,收费透明
2023-11-29 05:14:01 702次浏览

价 格:面议
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具,检具,胎具,薄壁复杂曲面,人工假体,叶片等。 在选择数控铣削加工内容时,应充分发挥数控铣床的优势和关键作用。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂铣床亦可称为炮塔铣床,摇臂铣,铣,机床的炮塔铣床是一种轻型通用金属切削机床,具有立、卧铣两种功能,可铣削中、小零件的平面、斜面、沟槽和花键等。
(9)床身式铣床:工作台不能升降,可沿床座导轨作纵向、横向移动,铣头或立柱可作垂直移动的铣床。
(10)专用铣床:例如工具铣床:用于铣削工具模具的铣床,加工精度高,加工形状复杂。
按控制方式分
铣床又可分为仿形铣床、程序控制铣床和数控铣床等。
牛头刨床因滑枕和刀架形似牛头而得名,刨刀装在滑枕的刀架上作纵向往复运动,多用于切削各种平面和沟槽。龙门刨床因有一个由顶梁和立柱组成的龙门式框架结构而得名,工作台带着工件通过龙门框架作直线往复运动,多用于加工大平面(尤其是长而窄的平面),也用来加工沟槽或同时加工数个中小零件的平面。大型龙门刨床往往附有铣头和磨头等部件,这样就可以使工件在一次安装后完成刨、铣及磨平面等工作。单臂刨床具有单立柱和悬臂,工作台沿床身导轨作纵向往复运动,多用于加工宽度较大而又不需要在整个宽度上加工的工件。
由刀具或工件作往复直线的运动,由工件和刀具作垂直于主运动的间歇进给运动。常用的刨床有:牛头刨床、龙门刨床和单臂刨床。
二、润滑
1、各油孔清洁畅通并加注润滑油;
2、各导轨面和滑动面及各丝杆加注润滑油;
3、检查传动机构油箱体、油面、并加油至标高位置。
三、扭紧
1、检查并紧固压板及镶条螺丝;
2、检查并扭紧滑块固定螺丝、走刀传动机构、手轮、工作台支架螺丝、叉顶丝;
3、检查扭紧其它部份松动螺丝。
四、调整
1、检查和调整皮带、压板及镶条松紧适宜;
2、检查和调整滑块及丝杆合令。
五、防腐
1、除去各部锈蚀,保护喷漆面,勿碰撞;
2、停用、备用设备导轨面、滑动丝杆手轮及其它暴露在外易生锈的部位涂油防腐。
-
 在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机 -
 据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建
据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建 -
 钣金加工费:在实现产品过程中每到工序所产生的生产费用,如数控加工费,激光加工费,剪床费用,刻字费用,钳工费用,贴膜费用,校平费用,冲压费用,焊接打磨费用,折弯费用,组装费用等。 附加费用:包含但不限于模具费,菲林网板费,工装夹治具费,特殊
钣金加工费:在实现产品过程中每到工序所产生的生产费用,如数控加工费,激光加工费,剪床费用,刻字费用,钳工费用,贴膜费用,校平费用,冲压费用,焊接打磨费用,折弯费用,组装费用等。 附加费用:包含但不限于模具费,菲林网板费,工装夹治具费,特殊 -
机加工车间可采用CAD/CAM(计算机辅助设计计算机辅助制造)系统对数控机床自动编程。零件的几何形状从CAD系统自动转换到CAM系统,机械工人在虚拟的显 示屏上选择各种加工方法。当机械工人选定某种加工方法后,CAD/CAM系统可以自动输出C
-
 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
 ,专注品质,用心服务 面议在精密机械零部件加工过程中,为了提高气浮导轨的运动性能,可以采用以下三种方法。首先是提高导轨在承载方向上的刚度,导轨结构设计上采用闭式导轨,这比单面可提高刚度2倍;减小气浮间隙;并增大力封闭,气源需稳压供气、清洁供气,减小可能发生的振荡
,专注品质,用心服务 面议在精密机械零部件加工过程中,为了提高气浮导轨的运动性能,可以采用以下三种方法。首先是提高导轨在承载方向上的刚度,导轨结构设计上采用闭式导轨,这比单面可提高刚度2倍;减小气浮间隙;并增大力封闭,气源需稳压供气、清洁供气,减小可能发生的振荡 -
 钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗
钣金材料费:实现产品所必须购买的板材费用,其计算方法为:在展开尺寸长宽方向+20,再加上20%的材料损耗(材料费=(长+20)*(宽+20)*厚*1.2*比重/1000000*材质单价);对于量大而且可定制专用料生产的零件可适当调整材料损耗 -
 ,专业让您省心更省力 面议4.工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。其垂直方向的运动由铣头在立柱上升降来完成。5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和
,专业让您省心更省力 面议4.工作台不升降铣床:有矩形工作台式和圆工作台式两种,是介于升降台铣床和龙门铣床之间的一种中等规格的铣床。其垂直方向的运动由铣头在立柱上升降来完成。5.仪表铣床:一种小型的升降台铣床,用于加工仪器仪表和其他小型零件。6.工具铣床:用于模具和 -
 公司,实力公司,值得信赖 面议钣金加工有一套非常严格的安全操作要求,具体如下: 一、许多人行动时,应相互协调,服从统一的安排和指挥。 二、工具、夹具等设备,要牢固安装,不能出现松动现象,以免伤害人。 三、设备在开始工作前应进行安全检查,除非没有任何问题,否则将无
公司,实力公司,值得信赖 面议钣金加工有一套非常严格的安全操作要求,具体如下: 一、许多人行动时,应相互协调,服从统一的安排和指挥。 二、工具、夹具等设备,要牢固安装,不能出现松动现象,以免伤害人。 三、设备在开始工作前应进行安全检查,除非没有任何问题,否则将无 -
 我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤
我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤 -
 厂家,谨守务实创新精神 面议钣金加工设备的正确操作和维护保养能够防止机床非正常磨损,避免机床突发故障。对机床的精心维护保养,可以保持机床加工精度的长期稳定,延长机床使用寿命。这项工作必须从工厂的管理层面高度重视并执行!钣金加工日常加工精度维持: 1、开机后,必须先预
厂家,谨守务实创新精神 面议钣金加工设备的正确操作和维护保养能够防止机床非正常磨损,避免机床突发故障。对机床的精心维护保养,可以保持机床加工精度的长期稳定,延长机床使用寿命。这项工作必须从工厂的管理层面高度重视并执行!钣金加工日常加工精度维持: 1、开机后,必须先预 -
 使用全自 动冲压生产线进行金属零件的冲压加工,的生产节 拍可以达到每分钟二十五次,使其生产效率得到了显著 提高。全自动冲压生产线在金属零件冲压加工中的应用, 可以提高产出零件的质量,减少金属零件在生产过程中 消耗的成本,提高厂家的经济效益。
使用全自 动冲压生产线进行金属零件的冲压加工,的生产节 拍可以达到每分钟二十五次,使其生产效率得到了显著 提高。全自动冲压生产线在金属零件冲压加工中的应用, 可以提高产出零件的质量,减少金属零件在生产过程中 消耗的成本,提高厂家的经济效益。 -
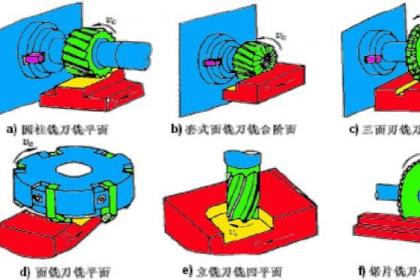
 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀
铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀 -
 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式 -
 在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解
在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解 -
 标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧
标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧 -
 铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-
铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给- -
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数控机床已
-
 ⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加工的工艺分析;⑶数控加工的工艺设计;⑷ 对零件图纸的数学处理;⑸ 编写加工程序单;⑹ 按程序单制作控制介质;⑺程序的校验与修改;⑻ 首件试加工与现场问题处理;⑼数控加工工艺文件
⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加工的工艺分析;⑶数控加工的工艺设计;⑷ 对零件图纸的数学处理;⑸ 编写加工程序单;⑹ 按程序单制作控制介质;⑺程序的校验与修改;⑻ 首件试加工与现场问题处理;⑼数控加工工艺文件
被浏览过 1428349 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

