


- 199
- 150
- 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题1954阅读 2021-03-23 07:54:31
- hth358华体会 1992阅读 2021-03-23 07:53:23
- PCB布线和工作流程2060阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局1966阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立1969阅读 2021-03-23 07:50:04

产品信息
您所在的位置:首页 > 详细信息
株洲精密零件机加工厂家,规范操作,收费合理
2023-12-20 08:08:01 632次浏览

价 格:面议
在机加工零部件时,加工面与非加工面之间的标准很难保证。如果图纸要求对错加工面,那么就必须在毛坯件上的非加工面上留足余量,这样才能保证在加工中心加工时,让非加工面和加工面之间的标准符合图纸要求。如果做好每一个细节,保证精密机加工的精度也不难。
加工主要是加工我们需要的零件,如自行车零部件、汽车零部件、飞机等,我们想要的所有零件都属于加工范畴,当然,加工只是实现终产品的过程。常用的机械加工设备有数显铣床、数显成形磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床等。内圆磨床、精密车床等,可对精密零件进行车、铣、刨、磨等加工。车、铣、刨、磨等加工长精密零件可加工各种不规则形状零件,加工精度可达2微米。
快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果,是现代先进机械加工技术的重要组成部分。
精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要求获得极高的表面质量。正是在这样的市场需求下,超精密加工技术得到了迅速的发展,各种工艺、新方法不断涌现。
-
 数控铣床加工是一种精密五金零件的高科技加工方式。可加工各种类型的材质,例如有316、304不锈钢、碳钢、合金钢、合金铝、锌合金、钛合金、铜、铁、亚克力、铁氟龙、POM棒等金属及塑胶的原材料,可加工成方、圆组合的复杂结构的零件。生产效率高,数
数控铣床加工是一种精密五金零件的高科技加工方式。可加工各种类型的材质,例如有316、304不锈钢、碳钢、合金钢、合金铝、锌合金、钛合金、铜、铁、亚克力、铁氟龙、POM棒等金属及塑胶的原材料,可加工成方、圆组合的复杂结构的零件。生产效率高,数 -
 ,客户服务至上 面议钣金柜必备的三种性能无论是机箱机柜还是其他任何产品,都有其独特的性能,而且它们的性能似乎是相通的。对机箱机柜而言,它们具有三种必要的性能。一是散热性。箱体机柜散热性能的好坏直接影响其工作效率,有时甚至导致机柜瘫痪而无法正常工作。所以说散热可
,客户服务至上 面议钣金柜必备的三种性能无论是机箱机柜还是其他任何产品,都有其独特的性能,而且它们的性能似乎是相通的。对机箱机柜而言,它们具有三种必要的性能。一是散热性。箱体机柜散热性能的好坏直接影响其工作效率,有时甚至导致机柜瘫痪而无法正常工作。所以说散热可 -
 据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建
据中国报告大厅发布的2016-2020年中国机械零部件加工行业发展分析及投资潜力研究报告显示,近几年机械零部件的产能跟不上市场的发展,零件加工成为紧缺资源,目前的这个行业的市场前景非常的可观,但是考虑到未来发展,企业应该加强供应链的维护与建 -
 机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任
机械精加工工艺规程的拟定,大体可分为两个进程。首要是拟定零件加工的工艺道路,然后再断定每一道工序的工序尺度、所用设备和工艺装备以及切削标准、工时定额等。这两个进程是互相联系的,应进行归纳剖析。 工艺道路的拟定是拟定工艺进程的总体布局,首要任 -
 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度极小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等领域有着广阔的应
随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度极小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等领域有着广阔的应 -
 定位安装的基本原则在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:1、力求设计、工艺和编程计算的基准统一。2、尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。3、避免采用占机人
定位安装的基本原则在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:1、力求设计、工艺和编程计算的基准统一。2、尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。3、避免采用占机人 -
 定位安装的基本原则在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:1、力求设计、工艺和编程计算的基准统一。2、尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。3、避免采用占机人
定位安装的基本原则在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:1、力求设计、工艺和编程计算的基准统一。2、尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。3、避免采用占机人 -
 数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹
数控铣床上通常是不使用专用夹具等专用工艺软备。在更换工件时,只需调用储存于数控装置中的加工程序、装夹工件和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、铣床和铣床的功能,使工序高度集中.大大提高了生产效率并减少了工件装夹 -
 厂,我们竭诚为您服务 面议钣金零件的分类和应用范围钣金零件是指经过工艺或机械加工的金属零件。金属原料通常通过工艺或冲压使其塑性变形,其形状通常符合我们规则的要求。成型可分为工艺成型和机器成型。工艺成形通常用作补偿加工或修整领域,很少使用。然而,在加工一些形状凌乱或容
厂,我们竭诚为您服务 面议钣金零件的分类和应用范围钣金零件是指经过工艺或机械加工的金属零件。金属原料通常通过工艺或冲压使其塑性变形,其形状通常符合我们规则的要求。成型可分为工艺成型和机器成型。工艺成形通常用作补偿加工或修整领域,很少使用。然而,在加工一些形状凌乱或容 -
 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀
铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀 -
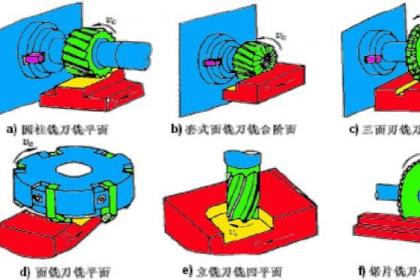 铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削,
铣床加工,可加工平面、台阶面、垂直面、斜面、齿轮、齿条、各种沟槽(直槽,T型槽,燕尾槽,V型槽)成形面、切断、铣六方、铣刀具、镗孔等。加工范围广,适合批量加工,效率高。铣削是数控铣床机械加工中常用的加工方法之一,主要包括平面铣削和轮廓铣削, -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式 -
 在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解
在三面刃铣刀、某些立铣或面铣时,切削力有不同方向。面铣时,铣刀正好在工件的外侧,切削力的方向更应特别注意。顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。 由于顺铣的切削效果好,通常顺铣,只有当机床存在螺纹间隙问题或者有顺铣解 -
 标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧
标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。 广义包括标准化的紧固件、连结件、传动件、密封件、液压元件、气动元件、轴承、弹簧等机械零件。 狭义仅包括标准化紧 -
 铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-
铣床最早是由美国人E.惠特尼于1818年创制的卧式铣床。为了铣削麻花钻头的螺旋槽,美国人J.R.布朗于1862年创制了台铣床,是为升降台铣床的雏形。1884年前后出现了龙门铣床。20世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给- -
 数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数控机床已
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数控机床已 -
 ⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加工的工艺分析;⑶数控加工的工艺设计;⑷ 对零件图纸的数学处理;⑸ 编写加工程序单;⑹ 按程序单制作控制介质;⑺程序的校验与修改;⑻ 首件试加工与现场问题处理;⑼数控加工工艺文件
⑴ 选择并确定进行数控加工的零件及内容;⑵ 对零件图纸进行数控加工的工艺分析;⑶数控加工的工艺设计;⑷ 对零件图纸的数学处理;⑸ 编写加工程序单;⑹ 按程序单制作控制介质;⑺程序的校验与修改;⑻ 首件试加工与现场问题处理;⑼数控加工工艺文件 -
 机械加工零件时先进行相应的热处理工序,可以让加工零件的精度及使用寿命大大的加强,这样有助于提高机械加工零件的硬度、耐磨性以及强度。机械加工是利用机床设备对零件进行加工的一种加工工艺。那么如何对机械加工零件进行热处理呢机械加工对零件加工前后会
机械加工零件时先进行相应的热处理工序,可以让加工零件的精度及使用寿命大大的加强,这样有助于提高机械加工零件的硬度、耐磨性以及强度。机械加工是利用机床设备对零件进行加工的一种加工工艺。那么如何对机械加工零件进行热处理呢机械加工对零件加工前后会 -
 步骤内容: (1)分析研究产品的装配图和零件图。 (2)确定毛坯。 (3)拟定工艺路线,选择定位基面。 (4)确定各工序所采用的设备。 (5)确定各工序所采用的刀具、夹具、量具和辅助工具。 (6)确定各主要工序的技术要求及检验方法。 (7)
步骤内容: (1)分析研究产品的装配图和零件图。 (2)确定毛坯。 (3)拟定工艺路线,选择定位基面。 (4)确定各工序所采用的设备。 (5)确定各工序所采用的刀具、夹具、量具和辅助工具。 (6)确定各主要工序的技术要求及检验方法。 (7) -
 对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工
被浏览过 1476652 次 版权所有: (ID:11244671) 技术支持:胡俊芝
第9年

